在注塑成型模具中,将高温熔融的塑料注入模具的型腔,并通过冷却带走热量,使塑料从液态固化为固态,从而生产出成型产品。这是必不可少的过程,但是从热传递的角度来看,想要准确考虑【进入的热量】和【释放的热量】究竟有多少是相当困难的。
热传递有以下3种模式。
(1)热传导
(2)热对流
(3)热辐射
因此,注塑成型中的热传递方式也取决于(1)、(2)或(3)的热传递方式。
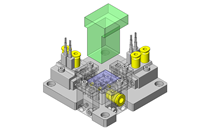
通常,模具的型腔温度低于注塑的树脂温度。要让熔融树脂固化时,这是必须的。
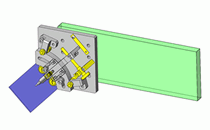
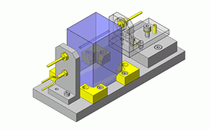
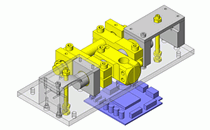
然后,来自填充在型腔中的熔融树脂的发热量QPL通过热传导传递给型腔。
型腔收到的热量随后也通过热传导传递到模架。
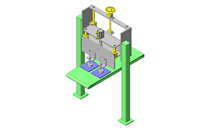
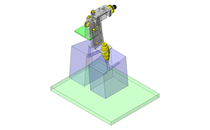
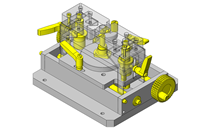
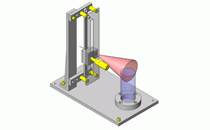
最后通过对流传热QCV和辐射传热QR从模架传到大气中,再通过热传导QTR从模架传递给注塑机的压板。
因此,对其进行整理之后,可以看到如下所示的关系。
【从模具散发的热量】
QPL+QCV+QR+QTR |
很容易认为从模具散发的热量只有QPL,但可以看出,从模架向大气和压板散发的热量也不容忽视。
在进行模具设计时,如何精确地对这些热量进出进行热收支设计,是非常重要的一环。作为该目的的示例,包括如下项目。
(1)确立新塑料材料的成型技术
(2)高速循环成型→冷却时间最小化
(3)改良成型产品的表面质量
(4)无废料成型
(5)减轻成型产品品质的偏差